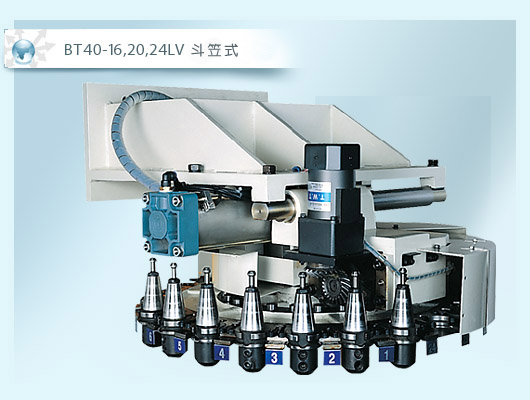
Ъ§ПиЛЊЬхЛсзлКЯЬхг§ЭЖзЂ
ЕЖПтВПЗжЙЪеЯТЪЯрЖдНЯИпЃЌИљОнвдЭљЕФЙЄзїОбщЃЌЖдЖЗѓвЪНЕЖПтдкЛЛЕЖЙ§ГЬжаГЃМћЙЪеЯЯжЯѓМАдвђзмНсвдЯТМИЬѕЃК
Р§1 ЙЪеЯЯжЯѓЃКЪ§ПиЯЕЭГЗЂГіЛЛЕЖжИСюЃЌЕЖПтВЛЖЏзїЁЃ
двђЗжЮіЃКЂйМьВщЛњДВЕФВйзїФЃЪНЪЧЗёе§ШЗЃПЛњДВЪЧЗёЫјзЁзДЬЌЃПжИСюЪЧЗёе§ШЗЃПетаЉдвђЫфШЛМђЕЅЃЌЕЋвВЪЧГѕбЇепШнвзЗИЕФДэЮѓЃЛЂкМьВщЪ§ПиЛњДВЕФбЙЫѕПеЦјЃЌМьВщПеЦјЕФЦјбЙЪЧЗёдквЊЧѓЗЖЮЇФкЃПвЛАуЪ§ПиЛњДВГЃгУЕФбЙЫѕПеЦјбЙСІдк0.5MP~0.6MPжЎМфЃЌШчЙћЫљЬсЙЉЕФбЙЫѕПеЦјбЙСІЕЭгкетИіЗЖЮЇЃЌЕЖПтдкЛЛЕЖЙ§ГЬжагЩгкбЙСІВЛЙЛЃЌдьГЩВЛЖЏзїЃЛЂлМьВщЕЖПтЕФГѕЪМзДЬЌЪЧЗёе§ГЃЃЌМДМьВщДЋИаЦїAЁЂEЕФзДЬЌЪЧЗёСМКУЃПЪфЫЭЕНЪ§ПиЯЕЭГPLCЕФШыПкаХКХЪЧЗёе§ШЗЃППЩвдЭЈЙ§Ъ§ПиЯЕЭГЬсЙЉЕФPLCЕижЗеяЖЯЙІФмАяжњМьВщЁЃ
Р§2 ЙЪеЯЯжЯѓЃКЕЖПтвЦЖЏЕНжїжсжааФЮЛжУЃЌЕЋВЛНјааНгЯТЕФЖЏзїЁЃ
двђЗжЮіЃКЂйМьВщЕЖПтЕНжїжсВрЕФШЗШЯаХКХДЋИаЦїBЁЂЃХЪЧЗёСМКУЃПЗЂЫЭЕНЪ§ПиЯЕЭГPLCжаЕФаХКХзДЬЌЪЧЗёе§ГЃЃПДЫЙЪеЯЯжЯѓЖргЩгкДЋИаЦїВЛСМдьГЩЃЛЂкШчЙћДЋИаЦїзДЬЌМАаХКХЖМе§ГЃЃЌЧыМьВщжїжсЕЖОпЪЧЗёМгНєЃПЂлМьВщжїжсЖЈЮЛЪЧЗёЭъГЩЃПЂмШЗШЯЕквЛВЮПМЕуЗЕЛиЪЧЗёЭъГЩЃП
Р§3 ЙЪеЯЯжЯѓЃКЕЖПтДгжїжсШЁЭъЕЖЃЌВЛа§зЊЕНФПБъЕЖЮЛЁЃ
двђЗжЮіЃКвЛАуЕЖПтЕФа§зЊЕчЛњЮЊШ§ЯрвьВНЕчЖЏЛњДјЖЏЃЌШчЙћЗЂЩњвдЩЯЙЪеЯЃЌвЊНјаавдЯТМьВщЃКЂйВЮееЛњДВЕФЕчЦјЭМжНЃЌРћгУЭђгУБэЕШМьВтЙЄОпМьВщЕчЛњЕФЦєЖЏЕчТЗЪЧЗёе§ГЃЃПЂкМьВщЕЖПтВПЗжЕФЕчдДЪЧЗёе§ГЃЃПНЛСїНгДЅЦїгыПЊЙиЪЧЗёе§ГЃЃПвЛАуЕЖПтжїЕчТЗВПЗжЕФЖЏСІЕчдДЮЊ3ЯрНЛСї380VЕчбЙЃЌНЛСїНгДЅЦїЯпШІПижЦВПЗжЕФЕчдДЮЊНЛСї110VЛђжБСї24VЃЌМьВщДЫВПЗжЕФЕчТЗВЂБЃжЄЕчТЗе§ГЃЃЛЂлШчЙћдкБЃжЄвдЩЯВПЗжЖМе§ГЃЕФЧщПіЯТЃЌМьВщЕЖПтЧ§ЖЏЕчЛњЪЧЗёе§ГЃЃПЂмШчЙћвдЩЯЙЪеЯЖМХХГ§ЃЌЧыПМТЧЕЖПтЛњаЕВПЗжЪЧЗёгаИЩЩцЕФЕиЗНЃПЕЖПта§зЊЧ§ЖЏЕчЛњКЭЕЖПтЕФСЌНгЪЧЗёЭбРыЃП
Р§ 4 ЙЪеЯЯжЯѓЃКжїжсзЅЕЖКѓЃЌЕЖПтВЛвЦЛиГѕЪМЮЛжУЁЃ
двђЗжЮіЃКЂйМьВщЦјдДбЙСІЪЧЗёдквЊЧѓЗЖЮЇЃПЂкМьВщЕЖПтЧ§ЖЏЕчЛњПижЦЛиТЗЪЧЗёе§ГЃЃПЕЖПтПижЦЕчЛње§ЁЂЗДзЊЪЕЯжЕЖПтЕФзѓЁЂгвЦНвЦЃЌШчЙћЗДзЊПижЦВПЗжЙЪеЯЃЌШнвзГіЯжвдЩЯЙЪеЯЃЛЂлМьВщЕЖПтПижЦЕчЛњЃЛЂлМьВщжїжсЕЖОпзЅНєЧщПіЃЌжїжсЕЖОпзЅНєЭЈЙ§МгНєДЋИаЦїDЗЂГіЛиРЁаХКХЕНЪ§ПиЯЕЭГЃЌШчЙћЪ§ПиЯЕЭГНгЪмВЛЕНДЋИаЦїDЗЂЫЭЕФМгНєШЗШЯаХКХЃЌЕЖПтВЛжДааЯТУцЕФЖЏзїЃЛЂмМьВщЕЖПтВПЗжЪЧЗёДцдкЛњаЕИЩЩцЯжЯѓЁЃ
ЛЊЬхЛсзлКЯЬхг§ЭЖзЂ
ВЩгУЖЗѓвЪНЕЖПтЛЛЕЖЃЌвЛАуЕЖПтЕФЦНвЦЙ§ГЬЭЈЙ§ЦћИзЖЏзїРДЪЕЯжЃЌЫљвддкЕЖПтЖЏзїЙ§ГЬжаЃЌБЃжЄЦјбЙЕФГфзугыЮШЖЈЗЧГЃживЊЃЌВйзїепПЊЛњЧАЪзЯШвЊМьВщЛњДВЕФбЙЫѕПеЦјбЙСІЃЌБЃжЄбЙСІЮШЖЈдквЊЧѓЗЖЮЇФкЁЃЖдгкЕЖПтГіЯжЕФЦфЫћЕчЦјЮЪЬтЃЌЮЌаоШЫдБВЮееЛњДВЕФЕчЦјЭМВсЃЌЭЈЙ§ЗжЮіЖЗѓвЪНЕЖПтЕФЖЏзїЙ§ГЬЃЌвЛЖЈФмевГідвђЃЌНтОіЮЪЬтЃЌБЃжЄЩшБИЕФе§ГЃдЫзЊЁЃ |

